以下是我们上传的【沈阳 PE塑钢缠绕管 非开挖拖拉管专业生产制造厂】视频,视频介绍比图文介绍更全面直观一些,您可以点击观看。
以下是:【沈阳 PE塑钢缠绕管 非开挖拖拉管专业生产制造厂】的图文介绍


多年来,润星电力管材有限公司一贯坚持外树形象,内强质量,一点一滴,铸信誉。 本公司经营 沈阳地埋穿线电缆保护管、的生产销售和服务于一体的企业,另外本公司生产的 沈阳地埋穿线电缆保护管、等已顺利通过质量体系认证,产品已销往全国各地,均得到用户高度评价。合理的价格,完善的服务,铸就了公司自己的品牌。


HDPE塑钢缠绕排水管排水用PE塑钢缠绕排水管塑钢缠绕排水管生产厂家产品说明:PE塑钢缠绕排水管是一种以聚乙烯为原材料,经过挤出和特殊的成型工艺加工而成,内壁光滑,外壁为封闭波纹型的一种新型轻质管材。塑钢缠绕排水管内壁颜色通常有蓝色和黑色,部分品牌内壁会使用黄色。排水用HDPE塑钢缠绕排水管材是以聚乙烯树脂为主要原料,加入适量助剂,经挤出成型,适用于建筑物室外排水和市政排污用的新型管材。具有重量轻、排水阻力小、抗压强度高、耐腐蚀、施工方便等优点,是取代铸铁管和水泥砼管的理想材料。高密度聚乙烯(HDPE)塑钢缠绕排水管,是一种具有环状结构外壁和平滑内壁的新型管材,80年代初在德国首先研制成功。经过二十多年的发展和完善。
已经由单一的品种发展到完整的产品系列。目前在生产工艺和使用技术上已经十分成熟。由于其优异的性能和相对经济的造价,在欧美等发达 已经得到了极大的推广和应用。在我国,HDPE塑钢缠绕排水管的推广和应用正处在上升势态阶段,各项技术指标均达到使用标准。PE塑钢缠绕排水管成型过程主要经过管材成型,管材切断和扩口等三个工艺流程,具体如下:管材成型工艺流程:混合筛后粉料-向挤出机上料-挤出机加热塑化-挤出机头分流-压缩成双层薄壁管状-在模块与定径套间由压缩空气吹涨-内外壁成型-冷却水次序却定型-连续牵引管材脱模管材切断工艺流程:成型机匀速出管-切割机夹具卡紧并同行-切割刀盘旋转并进刀-切割管材-刀盘复位-夹具松开复位-小车回位等待下一指令PE塑钢缠绕排水管规格型产品执行 标准GB/TDN110mm。
DN125mm,DN150mm,DN220mm,DN225mm,DN250,DN300mm,DN400mm,DN500mm,DN600mm,DN700mm,DN800mm,DN1000mm,DN1200mm等多种种规格产品。S1型(环刚度≥4KN/㎡)S2型(环刚度≥8KN/㎡)管材设计选型时,一般来讲,无动荷载或管材埋深在0.7-5米左右,选用S1型;有动荷载的情况或管材埋深过浅及过深的情况下,选用S2型。如有特殊情况,可能就需要相关专业的工程师沟通,以保证管材选型的安全可靠。管材用公称外径(DN/OD外径系列)表示尺寸,也可用公称内径(DN/ID内径系列)表示尺寸。外径系列、内径系列管材的尺寸应符合规定。
且承口的最小平均内径应不小于管材的 平均外径。管材和连接件的承口壁厚应符合GB/T19472.1-2004标准中的相关规定。外径系列管材的尺寸(mm)公称外径DN最小平均外径dem,min 平均外径dem,max最小平均内径dim,min最小层压壁厚emin最小内层壁厚e1,min110109.4110.4901.00..3125.41051.11..1160.51341.21..8200.61671.41..5250.82091.71..2316.02631.91..6401...0501.54182.82..3631.95273.33..2802.46694.14..01003.08375.05..81203.610055.05.0内径系列管材的尺寸(mm)公称内径DN/ID最小平均内径dim。产品按GB/T19472.1-2004《埋地用聚乙烯(PE)结构壁管道系统》要求进行生产;PE塑钢缠绕排水管主要有环刚度为SN4,SN8等级产品。产品颜色一般为黑色、也可由供需双方商定;管材内径由DN110-DN1200。管材长度一般为6M管材的物理力学性能项目指标环刚度(kN/m)SN2≥2SN4≥4(SN6.3)≥6.3SN8≥8(SN12.5)≥12.5SN16≥16冲击性能TIR≤10%环柔性试样圆滑,无反向弯曲。


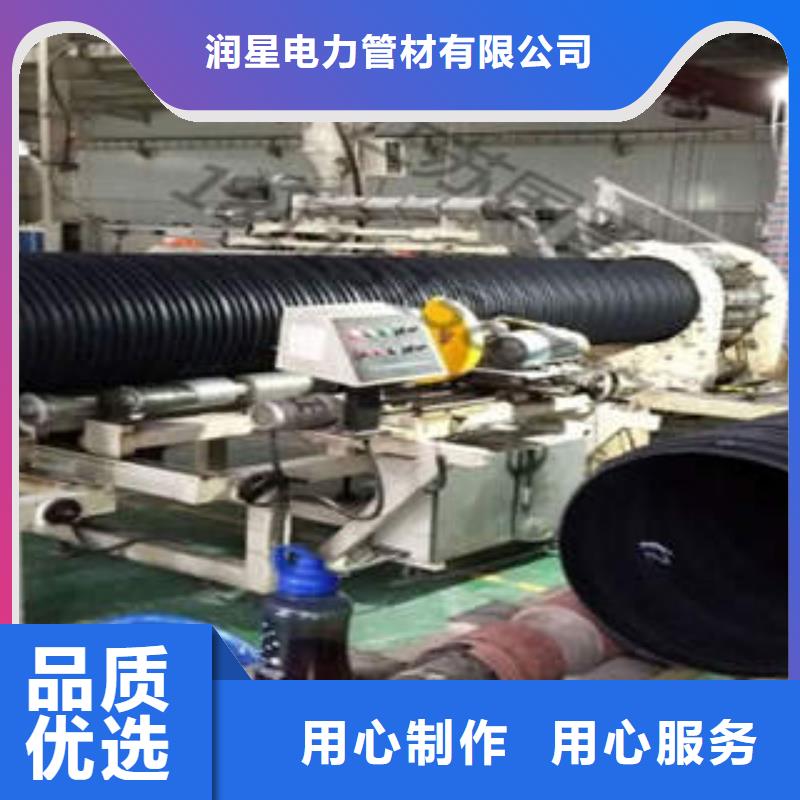
今天带你了解下HDPE塑钢缠绕排水管的生产操作规范。生产操作上料:用真空上料机将物料加入料斗内,启动干燥机对物料进行干燥,干燥温度根据具体情况而定,但不得超过80度。开启挤出机减速箱冷却水,转动出水处球阀调至适当大小以对润滑油进行冷却。当检查无误,确认加温、保温时间达到后,再次拧紧各联结螺钉。(拧紧螺钉时机头各加热器要断电,操作者应带好手套等防护用品)。启动挤出机的驱动电机使螺杆低速运转(<20r/min),稍拨开料斗插板,缓慢加料,待机头出料时,根据料坏的塑化状态及熔体压力显示调整各区温度、螺杆转速及下料量的大小。生产中随时观察挤出机的原料供给,谨防断料。当机头模口开始出料时。
应仔细观察,若管坯壁厚不均匀,应进行调整,使内外层管坯均匀挤出。出料均匀后清除模口多余的物料。安装好定径套,联结好管路,检查有无渗漏。拆除模口段的18-22区加热器。点动成型机“前进”按纽,使成型机到预定位置,注意模块与定型套间的间隙,如有干涉应进行调整。成型机调整到位后,启动真空泵,打开 段真空。启动成型机使模块运转。启动正常充气,快速充气。启动1#挤出机,一段时间后停止快速充气,待已形成外层壁,一级真空形成压力后,启动2#挤出机,内层真空。管材正常生产后,启动各部冷却。随时注意观察各压力表表压、各级温度、速度变化情况,作好相应的记录。管材通过喷淋冷却槽,启动水泵电机。
对管材均匀喷洒冷却水,使管材进一步的冷却。启动吹干装置除去管材外表面的水分。分别启动切割机、堆放机进行切割和堆放。停机操作停止加热首先合上料斗插板,停止加料,逐渐降低螺杆转速,停止挤出。停止压缩空气、真空,向后退出成型机,管材脱离成型模块后,按下成型机“停止”按纽,成型模块停止运行。停止各部冷却。切断各设备电源、水源、压缩空气。清理现场。停机的处理如遇HDPE塑钢缠绕排水管成型不理想,需要进行调整时。需先停止挤出机,成型机向后退出至适当位置,成型模块继续运转至管材脱离成型模块后停止。遇紧急情况需紧急停机时,按急停按纽,当设备运行中发生重大时,应立即切断总电源。操作注意事项严禁金属块及其他硬质杂物混入物料中。
HDPE塑钢缠绕排水管管道修补要点HDPE塑钢缠绕排水管管道敷设后,因意外因素造成管壁出现局部损坏,当损坏部位的面积或裂缝长度和宽度不超过规定时,可采取粘贴修补措施.HDPE塑钢缠绕排水管管壁局部损坏的孔洞直径或边长不大于20mm时,可用聚氯乙烯塑料粘接溶剂在其外部粘贴直径不小于l00mm与管材同样材质的圆形板.管壁局部损坏孔洞为20~100mm时,可用聚氯乙烯塑料粘接溶剂在其外部粘贴不小于孔洞 尺寸加l00mm与管材同样材质的圆形板.管壁局部出现裂缝,当裂缝长度不大于管周长的1/12时,可在其裂缝处粘贴长度大于裂缝长度加100mm、宽度不小于60mm与管材同样材质的板,板两端宜切割成圆弧形.





 扫一扫
扫一扫